Bessemer steel: the armstrong controversy
Pressed Steel CupsBessemer Steel Boiler Plates
Experiments with Bessemer Steel
Steel Guns
Cost of Bessemer Steel
Bessemer Steel versus Wrought Iron
Built-up Steel Guns
Bessemer Steel-making at Sheffield
The late Ebenezer Parkes, of Birmingham, a well-known metallurgist and tube manufacturer, conceived the bold idea that copper tubes for locomotive boilers of, say, 2in. in diameter and 12ft. in length could be formed without a seam or joint from flat circular plates of copper of 27in. in diameter and about 3/16 in. in thickness. He forced these plates through an opening 11 in. in diameter, in a die under an hydraulic press; they thus became short cylinders. These cylinders were afterwards drawn out longer and less in diameter on steel mandrils, which were made for him at our Sheffield Works. He, however, found that the strain on ordinary sheet copper was so severe that many plates cracked and failed, and it was not until he obtained chemically-pure copper -- the result of electrolysis -- that his manufacture was a commercial success. On one occasion I met Mr. Parkes at my Works at Sheffield, and, in speaking of the extreme toughness of our mild steel, he said he had no doubt that he could force plates of it through his dies, as he was doing with copper. I must confess that I did not think this possible; but on his persisting in his assertion, I arranged to return with him to Birmingham the same evening, taking five discs of our mild steel, varying from 1/4 in. up to 3/4 in. in thickness. I was anxious also to try a very stout plate, and there happened, at the time, to be some locomotive boiler tube-plates (ordered by the Lancashire and Yorkshire Railway Company) in course of construction at our works. One of these was found to be sufficiently large to allow us to cut off a disc from one end, 27 in. in diameter, without spoiling the plate. Taking these discs, Mr. Parkes and I proceeded to Birmingham, and on the next morning we commenced operations. We succeeded in making these steel plates into deep cylinders of 11 in. in diameter. They were quite cold when operated on: had they been red-hot, those parts in contact with the cold dies would have become cooled, and stretching unequally with the hot parts, would inevitably have failed. Figs. 50 to 55 illustrate the mode of operation.
In Fig. 50, A represents the ram of an hydraulic press, and B a circular punch, the lower angles of which are slightly rounded; C is a circular ring, or die, having a trumpet-shaped mouth, shown in section, and resting on the hollow bed D, of the hydraulic press. A circular recess of 27 in. in diameter was made on the upper side of the die to receive the plate of steel to be operated on; E, Fig. 50, shows the cold plate of steel placed in the die ready for bulging. The descent of the ram forced the plate into a dished form, shown at E in Fig. 51. The further descent of the ram, as shown in Fig. 52, drove the plate nearly through the die: it, however, still had its mouth slightly splayed. Another movement of the ram pushed the plate entirely through the die, and made it into a plain parallel cylinder, with a slightly-rounded bottom, as represented at Fig. 55. In spite of this marvellous transformation, in form and dimensions, the metal remained at all parts wholly uninjured, as was incontestably proved by the fact that the cylinder became a beautiful sonorous bell, in which the critical musical ear could not detect any fault in tone, due to crack or injury of any kind.
Now let us for one moment consider what changes the solid cold steel underwent, as it flowed like a piece of plastic clay, and suffered so great a change in the position of all its constituent particles. In Fig. 53 we have the original disc seen on edge; it was 3/4 in. in thickness, 27 in. in diameter, and 84 3/4 in. in circumference; both its sides were originally of the same area. When made into a cylinder or cup it measured on the outside 34 1/2 in. in circumference, and on the inside 29 in. only; the metal which originally formed its outer circumference had been reduced to 34 1/2 in. Such a change of form and flow of cold steel from one part of the mass to another, required enormous force, and yet so great was the toughness and resilience of this mild steel that the changes of form and dimension were possible without producing a symptom of rupture. I fearlessly challenge any person of ordinary intelligence to study, however slightly, these diagrams, and then to cast his eye on the accompanying illustration,
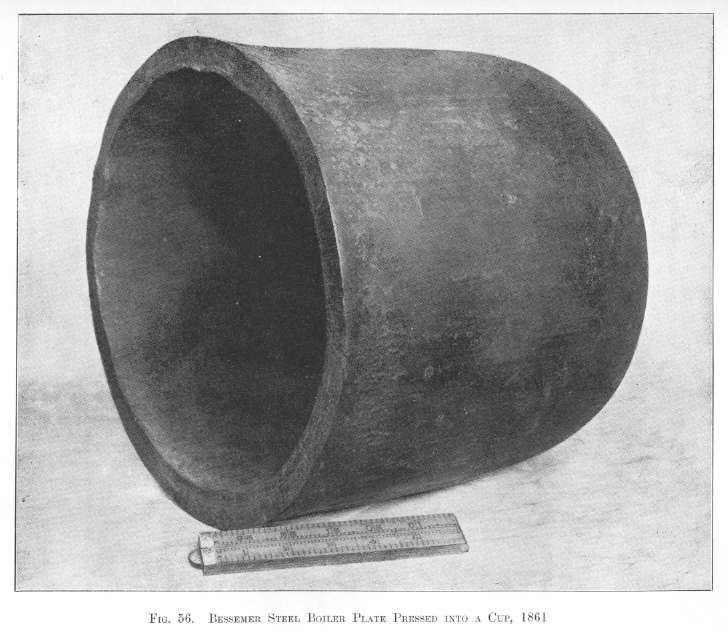
Fig. 56, Plate XX., which is a reproduction of this steel cup, without coming to the conclusion that in these early days of the Bessemer process we could, and did, produce a metal pre-eminently adapted to the construction of ordnance: a metal that could be manufactured from Swedish charcoal pig-iron in homogeneous, unwelded masses of from 5 to 20 tons in weight, at less than one-half the price paid for
| Previous chapter | Back | Home | Email this | Search | Discuss | Bookmark | Next chapter/page |